服务热线:0575-83782199

服务热线:0575-83782199

企业名称:嵊州市坤展电机配件厂
联系人:周先俞(总经理)
电话:0575-83782199
手机:(0)13758599918
邮箱:szkunzhan@163.com
传真:0575-83785199
地址:浙江省嵊州市长乐工业区
网址:www.szkunzhan.com
电机冲片厂家怎么保证规划电机冲片的结构工艺性
槽形挑选办法
冲模制造的难易,基本上取决于槽形。判定槽形时,应考虑下列要素:
●便于模具制造,模具淬火时,凹模尖角处常因应力会集而发作裂纹。规划时应尽可能选用圆角,圆角半径一般应不小于1毫米。圆肩圆底梨形槽比平肩平底槽好一些。但凹模假如选用拼块结构,为便于拼块加工,以选用平肩平底或平肩圆底梨形槽为好。关于缄默沉静槽,桥拱高度标准是否精准对产品功用影响极大,传统车削气隙工艺很难确保规划预期,应运用模具冲切。
从嵌线和铸铝角度考虑,圆底槽比平底槽好。
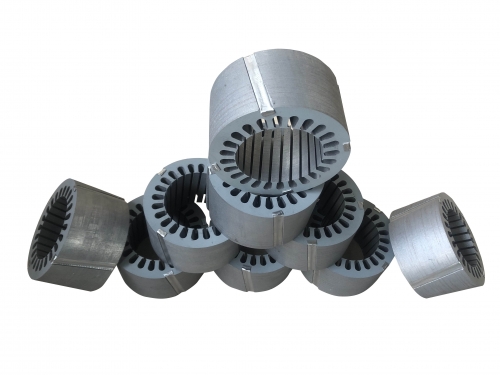
1:定子冲片
选用圆底槽能改善导线的填充情况,槽绝缘不易损坏,在槽满率相同的情况下,嵌线比平底槽简略。平肩圆底梨形槽齿顶强较高,有利槽模安放;圆肩圆底梨形槽槽口漏磁小,磁性能相对好一些。
2:转子冲片
选用圆底槽,铸铝时铝水的填充情况比平底槽好。但根据前进电机起动功用的规划政策,不仅圆底槽运用不多,而且多选用刀型槽的凸型槽。
●冲片槽口强度与冲模模刃强度有关,槽口高度太小,模具简略损坏。从模具制造和寿命考虑,关于厚0.5毫米硅钢片,一般槽口高度应不小于0.8毫米,磁极冲片阻尼孔或槽,一般槽口高度应不小于1.8毫米。
符号槽
符号槽(也习惯地称为记号槽)是冲片正反面及径向方位的符号。因而,冲片上的符号槽的中心线不应与相应燕尾槽的中心线相重合。关于无燕尾槽的冲片,则符号槽的中心线不能与齿或槽的中心线相重合。当槽数很多时,很难检查小半圆孔(定位槽)相关于齿或槽的方位。因而,往往在定子冲片外圆上做两个不同巨细的小半圆孔。中小型电机转子冲片往往使键槽带有尖角兼作符号槽。

轴向通风孔的形状和方位
●通风孔形状
从冲模的加工及寿数方面考虑,通风孔最好选用圆形。圆形通风孔风阻最小,有用于电机的通风。
●通风孔的数目
应等于极数的倍数,并沿圆周均匀分布,避免引起磁路上的不对称和机械上的不平衡。
●冲模强度问题
通风孔的方位应考虑冲模的强度,不应使孔边际到键槽或轴孔的间隔小于5毫米,在小容量电机中,最好是通风孔中心在槽底围周和轴孔圆周中心,这样,下模在各个方向上强度较均匀。
扇形冲片的结构工艺性
为了前进扇形冲片铁心的巩固性和磁路的平衡性,铁心冲片采纳交叉叠装,并以燕尾筋或拉紧螺杆固定。
判定扇形片结构时应考虑到下述准则:
●扇形片的内外弦长之和或其和的整倍数,应略小于硅钢片的宽度,以利于合理套裁。
●铁心整圆中扇形片数与槽数有关。应当使每张扇形片上的齿数为整数,优先选用偶数槽。以便能用最简略的1/2交叉办法叠装。此时,扇形片应设置两个燕尾槽或固定螺杆孔,槽孔太多装压费事,若只要一个槽(孔),则扇形片固定不稳固。
●当扇形片槽数仅能选用奇数时,应尽量选用1/3交叉叠装,避免正反向叠片。
●扇形片两端应是半个槽而不是半个齿或一个齿。应极力避免呈现半齿分片。不然扇形片两端的半齿很简略变形甚至折断。这种冲片的复冲模的四模将添加一个齿的加工量,且凸模的强度也有所下降。
●扇形片侧边一般留有0.2毫米间隙,以确保叠压时,两扇形片不致堆叠。
●扇形片排数不宜过多,不然不只会下降叠装功率,而且因接缝太多,影响导磁功用。每张扇形片的面积不宜过大,避免拉紧螺杆直径过大和根数过多,添加了结构和加工的复杂性。
其他
●电机冲片的螺杆孔或铆钉孔对压装质量影响很大,孔径一般比螺杆或铆钉直径大0.3毫米。
●冲片的标准精度首要取决于冲模的精度,冲模制造精度一般为IT6~IT7级,冲片的标准精度一般取IT8级,再高的准则等级较难到达。